在磨削加工中,砂轮的安装是一件很重要的工作,安装的熟练程度和质量,直接影响生产效率和加工质量。因为砂轮工作时转速很高,而砂轮性质较脆,如安装不正确,会使砂轮失去平衡而引起振动,影响加工质量和机床精度,严重的就有可能导致砂轮碎裂飞出而造成严重事故。

图1 砂轮打磨工
一、砂轮的安装方法
砂轮的安装方法较多,由于砂轮的形状与尺寸不同,其安装方法也不同,一般常用砂轮的方法有台阶法兰盘装夹、平面法兰盘装夹、接长轴装夹和硫磺粘结装夹等(如图2所示)。
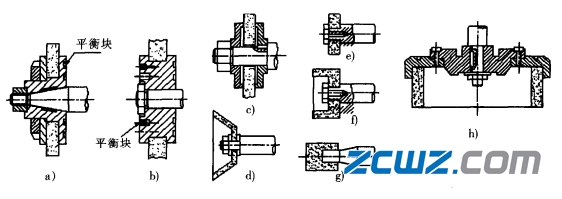
图2 砂轮的安装方法
1、图2a)、b)表示用台阶法兰盘装夹砂轮,适用于孔径较大的平形砂轮。砂轮先用螺母或几个螺钉夹紧在两个法兰盘之间,然后再装到砂轮主轴的外锥体上,用螺母并紧。
2、图2c)、d)表示通过平面法兰和垫圈用螺母把砂轮直接装夹在砂轮主轴或接长轴上,适用于直径不太大的平形砂轮和碗形砂轮等。
3、图2e)、f)、g)表示内圆磨削用砂轮的几种装夹方法。通常先把接长轴装在砂轮主轴上,然后再把砂轮装到接长轴上。图2g)也是用粘结剂把砂轮黏固在接长抽上,然后装到砂轮主抽上的方法,适用于直径较小(20mm以下)的砂轮。常用的粘结剂为氧化铜和磷酸。粘结时先将粘结剂调成糊状,再注人砂轮孔中,然后把接长轴插人,待自然干燥或烘干使氧化铜硬结后就可使用。把心轴插人砂轮时要注意保持同心和垂直,以免使用时增加砂轮修整时的损耗和发生振抖,影响磨削质量。
4、图2h)表示立轴式平面磨床上简形砂轮的装夹方法,砂轮用硫磺粘结在法兰盘上。
二、安装和拆卸砂轮时应注意以下事项:
(1)砂轮安装前,应先检查砂轮有无裂纹。常用的办法是把砂轮吊起来,用锤子的木柄轻轻敲击砂轮侧面,如发出清脆的声音,说明砂轮无裂纹,如发出的声音有“哑”声,则说明砂轮有裂纹,必须调换,有裂纹的砂轮是绝对不允许使用的。需要说明的是,除陶瓷结合剂砂轮外,其他结合剂的砂轮,虽然没有裂纹,但敵击时发出的声音也比较重浊,另外被油或水浸渍过的陶瓷结合剂砂轮也有类似情况,对于这些砂轮,必须请有经验的师傅仔细进行检验。
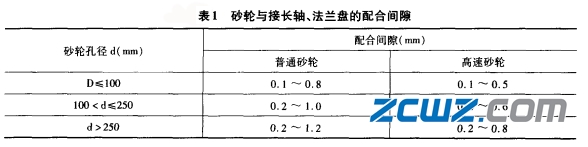
(2)砂轮内孔与接长轴、法兰盘等的配合,应有适当的间隙(表1),以免磨削时受热膨胀而使砂轮胀裂。如果由于砂轮孔径太小而使配合过紧时,绝对不允许用力把它压进去,而必须把孔径扩大后再安装,以免砂轮因预受过大胀力而在工作时碎裂。但配合间隙也不能过大,否则砂轮容易发生偏心,而失掉平衡,使砂轮主轴发生振动,不仅影响加工表面粗糙度,而且还可能造成砂轮破裂。如果发现间隙过大,可在接长轴、法兰盘等的配合面上均匀地包上一层薄纸片。
(3)用法兰盘装夹砂轮时,两个法兰盘的直径必须相等,它们的大小应不小于砂轮外径的三分之一,法兰盘内端面靠中心的部分要挖出深为2 ~ 3mm的环形槽,使其只有外缘一圈环形面与砂轮接触,以保证装夹稳固,同时法兰盘与砂轮接触的端面必须平直。使用直径不同或扭曲不平的法兰盘,都会使砂轮受到弯曲应力,有可能造成砂轮碎裂。
(4)在法兰盘、垫圈和砂轮端面之间,应放上由厚纸板、耐油橡皮等弹性材料制成的村垫,使压紧法兰盘、垫圈时压力分布均匀,以免损坏砂轮。衬垫的厚度可在0.5 ~ 1mm之间,其直径应比法兰盘或垫圈的直径稍大些。
(5)紧固砂轮法兰盘时,螺母不能拧得太紧,否则砂轮可能会破裂。当用几个螺钉紧固法兰盘时,应按对角次序分几次逐渐拧紧螺钉。如果沿圆周顺序依次地拧紧螺钉,或者一次就把螺钉拧紧,都会使砂轮受力不均匀而可能碎裂。拧紧螺钉时,只能用标准扳手,而不许采用接长扳手或以敲打的方法来加大拧紧力。
(6)将砂轮法兰盘装到磨床主轴上时,必须把法兰盘的锥孔与磨床主轴上的圆锥体擦得十分干净,以保证砂轮和主铀的同心度。
(7)新砂轮经平衡后第一次装到磨床 上时,必须在有防护罩的情况下空转1 ~ 3min,此时操作者应站在砂轮的侧面,以防意外发生。
(8)拆卸砂轮(包括从磨床上拆下砂轮法兰盘、接长轴,以及从法兰盘、接长轴上拆下砂轮)时,必须注意不要把压紧螺母的螺旋方向搞错,否则会增加拆卸工作的困难,甚至可能损坏机床零件。在磨床上为了防止砂轮工作时螺母自动松开,它的螺旋方向是这样规定的:逆着砂轮旋转方向转动螺母时,螺母拧紧;反之松开。
(9)无论采用哪种方式安装或拆卸砂轮,操作中都要轻拿轻放,以免砂轮受振或磕碰而产生内伤。





