1.锻模及胎模:

淬火

① 出油后立即装入准备好的回火炉中。
回火
① 5CrNiMo回火油冷。
说明:
⑴ 燕尾采用自行回火。淬火过程:小型模具(H≤250mm)全部入油5′~8′(中型、大型入油8′~12′)然后把燕尾提出油面,待油面燃烧时再浸入油中,反复2~3次使燕尾自行回火。中型模具H=250~400mm,大型模具H>400mm。
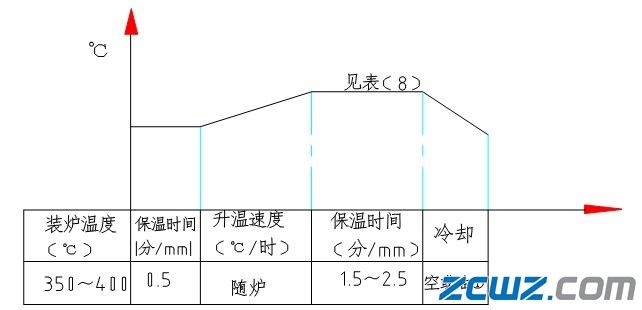
⑵ 出油温度为250~300℃,不得低于250℃,并准备一台350~400℃的回火炉,出油后立即入回火炉。
2.切边模

① 8Cr3预冷温度为~780℃。
回火

3. 锻模热处理注意事项:
⑴ 模具返修或翻新必须先进行退火以防开裂。
⑵ 模具淬火加热均要保护锻模,保护见示意图,其它模具均应用生铁屑及干燥木炭保护其工作面,以防脱碳,并将模具垫起50~100mm。
⑶ 淬火后均要及时回火。
⑷ 曲线中的保温时间=模具高度×加热系数(分/mm)。“透”系指从炉膛到温起至工件各部颜色与炉膛颜色一致为止的持续时间。





