1. 常用量具
由于保持架的结构型式多,形状;较复杂,有些检查项目缺乏完善的测量手段和方法。就目前情况,常用量具有:
(1) 游标卡尺
游标卡尺的基本结构型式如前面第二章所述。有若干种测量范围,检验保持架时可按需要选用测量范围和刻度值。游标卡尺是一种中等精度的量具,广泛用于测量保持架的内、外直径、宽度、高度厚度、深度等尺寸。
(2) 千分尺
千分尺用于测量保持架材料厚度。千分尺是使用较普遍的精密量具,在使用过程中要防止不正常的磨损,保持测量精度。
(3) 百分表
百分表的测量尺寸范围较小,因此,主要用于测量保持架的形状、位置偏差。
(4) 塞规(图4-1)
用于测量小孔直径,它有过端和止端两个界限尺寸。
(5)游隙装置(图4-2)
它是被用来测量保持架钢球径向游动量的专用工具,使用时配合百分表及表架使用。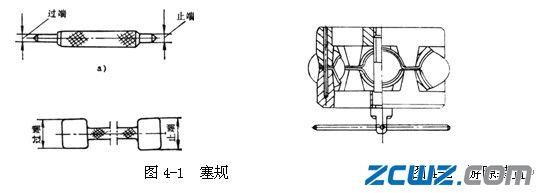
1. 使用的仪器
型号包括G903系列和G904系列,用于测量保持架的高度和平行度,也用于测量保持架的径向游动量。
三. 冲压保持架的检查项目与检查方法
1. 检查项目
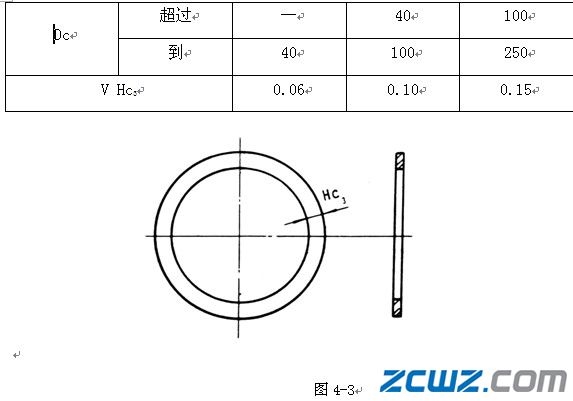
(1) 保持架料环径向宽度变动量V Hc3(见图4-3)不应大于表4-1的规定。
表4-1 mm
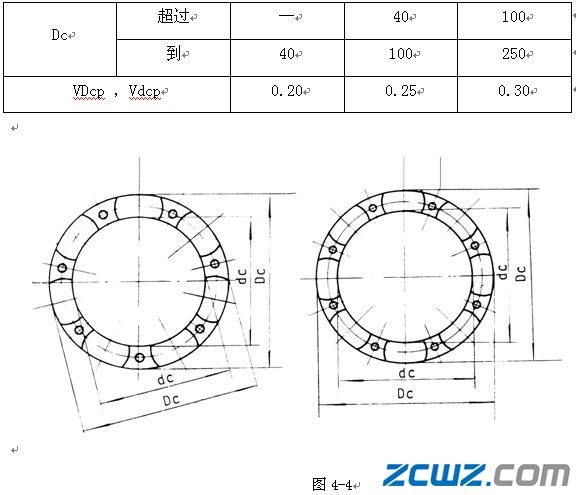
(1) 保持架外径变动量VDcp 和内径变动量Vdcp(见图4-4)不应大于表4-2的规定。
表4-2 mm
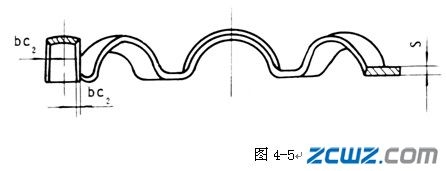
(2) 保持架球兜未压成球面的边缘宽度bc2不应超出保持架材料厚度的二分之一(见图4-5)。
(2) 保持架球兜未压成球面的边缘宽度bc2不应超出保持架材料厚度的二分之一(见图4-5)。
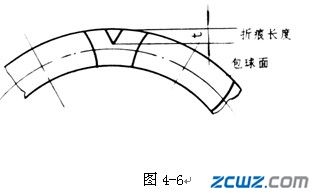
(3) 保持架的平面部分应压平,因成型(弯曲)工序所引起的折回痕长度不允许超出保持架宽度的四分之一(见图4-6)。
(1) 保持架球兜公称深度K的变动量VK不应超过现行产品图样的规定。
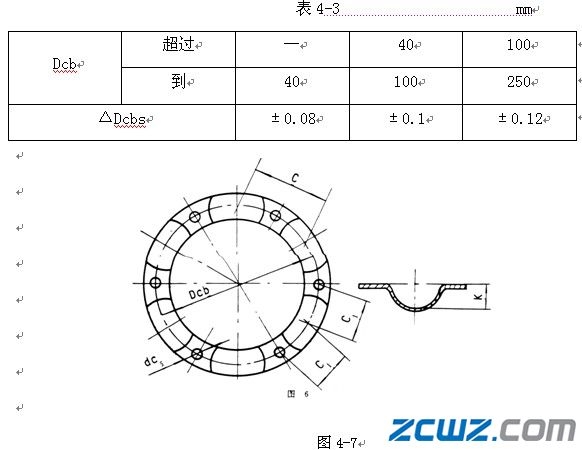
(2) 保持架单一球兜中心节圆直径偏差ΔDcbs(见图4-7)不应大于表4-3的规定。
(7)保持架钢球径游动量ε不应超过有关规定。
(8) 保持架内径的外表面允许有连续规则的突起筋,高和宽度不应超出0.5mm。
(9) 铆钉孔中心节圆直径偏差和铆钉孔对球兜偏移量(见图4-7)应满足的规定。
(10) 保持架底面翘曲度VB不应大于表4-4的规定。
(11) 成品球轴承保持架须经振动光饰或串光处理,表面应光洁,色泽一致。
(12) 保持架的表面不允许有锈蚀、裂纹、皱折、毛刺及锐边。
1. 检查方法
(1) 材料厚度S,用千分尺或游隙卡尺测量厚度,分别测量材料的周边,所测数据都应在工艺规定之内。
(2) 材料宽度B,用游标卡尺检查,测得两端宽度在工艺规定公差之内为合格。
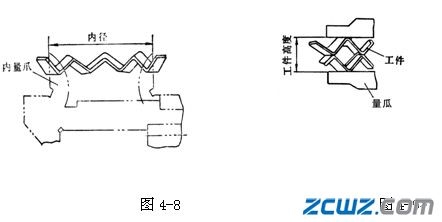
(3) 内径dc使用游标卡尺测量所得尺寸符合工艺的界限值为合格(见图4-8)。若保持架的弯曲数为奇数时,可用塞规检查内径,无明显的缝隙(一边不大于0.05mm)即为合格。
(4) 保持架外径变动量VDcp 和内径变动量Vdcp,使用游标卡尺测量,检查方法是将15 ~ 20个单片保持架摞起,放置在平台上沿不同径向平面及不同角度位置测出外径和内径变动量,符合技术条件的规定为合格。
(5) 成形高度h,用游标卡尺检查,同时把两个工件对合在一起测量求得其单件高度不小于工艺规定为合格。工艺规定的高度h一般为最小值,在满足内径充分收缩时,允许适当增大,测量方法,见图4-9
(6) 保持架球兜未压成球面的边缘宽度bc2及平面因成形工序引起的折回痕长度t,用游标卡尺检查或以目测方法视其值不超出技术条件的规定为合格。
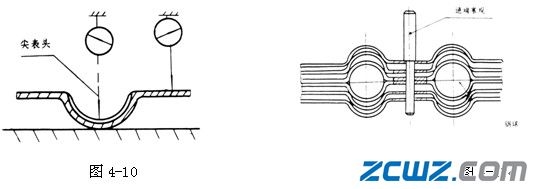
(7) 保持架球兜深度K和变动量VK值(见图4-10),用百分表(尖表头)和平台直接测量VK值。
(8) 保持架铆钉孔中心节圆直径偏差和铆钉孔对相邻球兜中心位置的偏移量的测量,将6个保持架三个一组相对摞起,在球兜中间以该型号整形模用的钢球三粒定位,用手从上面压紧,然后用加长过端的专用塞规,按顺序全部能插入保持架的铆钉孔内为合格(见图4-11)。
(9) 钢球在保持架中的径向游隙ε的测量,采用专用游隙装置(见图4-12)和百分表测量ε值。测量ε值,首先将保持架装在游隙装置上(有三个销钉定位),各球兜孔装入被检型号的的成品钢球(尺寸偏差不大于0.005mm),然后用百分表测量钢球在保持架中的径向游动量(表尖对准钢球中心,径向往复推动钢球),对该组保持架的每个球兜逐个进行测量一遍,然后将一片保持架固定,另一片依顺序变换位置重新组合后对每个球兜逐个测量一次为二遍,如此进行至n2次的总数中,任何一次测量数值,不应超出工艺文件规定的要求(n为球兜数)。
(10) 铆钉孔直径Dc5用塞规测量。检查时将保持架平面放在平台上磨一下(除去孔边微小的毛刺)用极限塞规对逐个孔检查,若每个铆钉孔都能通过“塞规”而通不过“止端”则为不合格。

(11) 保持架底面翘曲度VB的测量(见图4-13),将保持架放置在平台上再将表尖置于保持架一侧的平面上,然后用双指在与表尖成90°的保持架两侧反复压紧和放松,表上的移动值即为保持架的翘曲度。要求等距测量3 ~ 4处次。





