磨削工艺特点
1.加工精度高:磨削属于高速多刃切削,其切削刃刀尖圆弧半径比一般车刀、铣刀、刨刀小的多,能在工件表面切下一层很薄的材料;...
1.加工精度高:磨削属于高速多刃切削,其切削刃刀尖圆弧半径比一般车刀、铣刀、刨刀小的多,能在工件表面切下一层很薄的材料;...
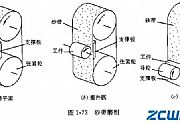
1.定义:利用砂带,根据加工要求以相应的接触方式对工件进行加工的方法称为砂带磨削。是一种新型高效工艺方法。...
常见加工方法:高速磨削、缓进给深磨削、恒压力磨削、宽砂轮与多砂轮磨削...
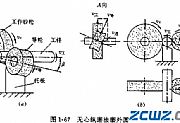
(1)机床:无心磨床(2)加工方法:纵磨法、横磨法...
(1)机床:普通磨床(2)加工范围:外圆、内圆、锥面、平面...
超精磨削是利用砂轮工作面上可以修整出大量等高的磨粒微刃这一特性得以实现的。这些等高磨粒微刃可从工件表面切除具有微观缺陷和...
超精磨削是利用砂轮工作面上可以修整出大量等高的磨粒微刃这一特性得以实现的。这些等高磨粒微刃可从工件表面切除具有微观缺陷和...
平面磨削基准面的选择准确与否将直接影响工件的加工精度,具体选择原则如下: (1)在一般情况下,应选择表面粗糙度较小...
平面磨削基准面的选择准确与否将直接影响工件的加工精度,具体选择原则如下: (1)在一般情况下,应选择表面粗糙度较小...
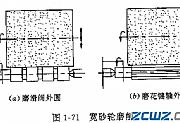
当用砂轮的圆周磨削时,一般选用陶瓷结合剂的平行砂轮,粒度为F36~F60,硬度在H~L之间。...
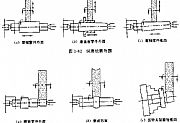
横向磨削在磨削时,当工作台纵向行程终了时,砂轮主轴或工作台作一次横向进给,这时砂轮所磨削的金属层厚度就是实际背吃刀量,待...
(1)周边磨削的特点 能减少工件受热所产生的变形,有利于提高工件的磨削精度。适用于精磨各种工件的平面,平面度误差...
当用砂轮的圆周磨削时,一般选用陶瓷结合剂的平行砂轮,粒度为F36~F60,硬度在H~L之间。...
横向磨削在磨削时,当工作台纵向行程终了时,砂轮主轴或工作台作一次横向进给,这时砂轮所磨削的金属层厚度就是实际背吃刀量,待...
(1)周边磨削的特点 能减少工件受热所产生的变形,有利于提高工件的磨削精度。适用于精磨各种工件的平面,平面度误差...
由于宽度尺寸偏差超出工艺要求应判为废品(在实际生产中宽度尺寸过小,只得报废,宽度尺寸大,可进行返修加工成合格品)。造成废...
由于宽度尺寸偏差超出工艺要求应判为废品(在实际生产中宽度尺寸过小,只得报废,宽度尺寸大,可进行返修加工成合格品)。造成废...
轴承生产中,磨削加工劳动量约占总劳动量的60%,所用磨床数量也占全部金属切削机床数量的60%左右。磨削加工成本占整个轴承...
轴承生产中,磨削加工劳动量约占总劳动量的60%,所用磨床数量也占全部金属切削机床数量的60%左右。磨削加工成本占整个轴承...
高速磨削能实现现代制造技术追求两大目标提高产品质量劳动效率。实践证明:若将磨削速度由35m/s提高到50~60m/s时,...





